Процесс плазменной дуги всегда рассматривался как замена кислородно-топливному процессу.
В статье описываются основы процесса с акцентом на рабочие характеристики и плюсы самого процесса.
Основы процесса
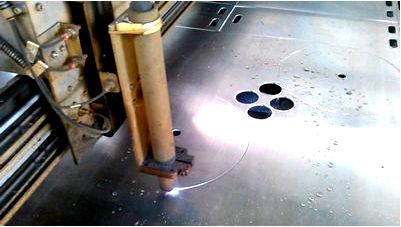
Главный принцип состоит в том, что дуга, находящаяся между электродом и заготовкой, сужается при помощи медного сопла с очень маленьким отверстием. Это повышает температуру и скорость плазмы, выходящей из сопла. Температура плазмы превосходит 20 000 ° C, а скорость может приближаться к скорости звука. При эксплуатации для нарезания поток плазменного газа возрастает, так что глубоко проникающая плазменная струйка прорезает материал, а расплавленный материал убирается в вытекающей плазме.

Процесс выделяется от кислородно-топливного процесса тем, что в плазменном процессе применяется дуга для плавления металла, в то время как в кислородно-топливном процессе кислород окисляет металл, а тепло от экзотермической реакции плавит металл. Подобным образом, в отличии от кислородно-топливного процесса, плазменный процесс может использоваться для резки металлов, образующих тугоплавкие оксиды, например как нержавейка, алюминий, чугун и сплавы цветных металлов.
Источник питания
Источник питания, нужный для процесса плазменной дуги, обязан иметь падающую характеристику и большое напряжение. Хотя напряжение работы для поддержки плазмы в большинстве случаев может составлять от 50 до 60 В, напряжение хода в холостую, нужное для зажигания дуги, достигает 400 В постоянного тока.
При инициировании пилотная дуга образуется внутри корпуса горелки между электродом и соплом. Для нарезания дуга должна передаваться на заготовку в так называемом «переносном» режиме дуги. Электрод имеет отрицательную полярность, а деталь — положительную полярность, так что подавляющая часть энергии дуги (приблизительно две трети) применяется для резки.
Состав газа
В классической системе с вольфрамовым электродом плазма инертна и образуется с применением аргона, аргона-H2 или азота. Но, как описано в вариантах процесса, можно применять окисляющие газы, например воздух или кислород, но электрод должен быть медным с гафнием.
Поток плазменного газа имеет важное значение и должен быть установлен в соответствии с уровнем тока и диаметром отверстия сопла. Если поток газа чрезмерно слабый для текущего уровня или уровень тока чрезмерно высок для диаметра отверстия сопла, дуга гаснет, организуя две последовательные дуги, электрод к соплу и сопло к заготовке. Эффект «двойной дуги» в большинстве случаев катастрофичен при плавлении сопла.
Качество резки
Качество кромки плазменной резки такое же, как при кислородно-топливной технологии. Впрочем, поскольку при плазменной резке путем плавления специфической особенностью считается более большая степень плавления в направлении к верхней части металла, что приводит к скруглению верхней кромки, плохой прямоугольности кромки или скосу на кромке реза. Поскольку эти ограничения связаны со степенью сужения дуги, доступны несколько конструкций горелок с целью улучшения сужения дуги и обеспечения более равномерного нагрева в нижней и верхней части реза.

Варианты процесса
Варианты процесса, по большей части разработаны для увеличения качества резки и стабильности дуги, уменьшения шума и дыма или увеличения скорости резки.
Двойной газ
Процесс работает по большей части также, как и в классической системе, однако вокруг сопла установлен вторичный газовый экран (рис. 2а). Прекрасные эффекты вторичного газа заключаются в увеличении сужения дуги и более эффективном «удалении» окалины. Плазмообразующий газ в большинстве случаев собой представляет аргон, аргон-H2 или азот, а вторичный газ подбирается в соответствии с разрезаемым металлом.
Услуги по резке металла плазмой предоставляет компания «Атлос». Работы выполняются быстро и качественно. Срок выполнения заказа – от одного дня.